Polymers are some of the most common base materials used in automotive parts. Polypropelenes, Polyolefins, and ABS plastics are used in dashboards, door panels, bumper fascias, liftgates, sensors, and increasingly exterior doors and fenders. A polymer is a low surface energy material that typically needs some form of surface processing prior to bonding an assembly, encapsulating a sensor, painting an interior control knob, or an exterior bumper fascia. These materials also tend to show high contamination with mold releases that can be tough to remove and will essentially guarantee unsuccessful adhesion or coating.
There are a variety of surface processing methods used in the industry to help remove contamination and increase the surface energy of these polymer materials. These processes include flame treatment, plasma treatment, corona treatment, and solvent wiping. Another option is to utilize specialty paints and adhesives that tolerate lower energy substrates. There are pitfalls, however, to implementing any of these methods that manufacturers need to be aware of. Understanding the nature of these surface-critical systems is the only way to guarantee success in the final result. Control of the inputs means predictability and control of the output.
So how do you control the surface of a polymer when you need to bond, coat, seal, or paint? One solution is employing contact angle measurements to select the best processing method (based on surface and end-assembly requirements), understand the state of the surface coming into the process, and the shelf life of the surface after the process. These parameters allow manufacturers to have a high degree of confidence in a controlled process. In the next few paragraphs, we will share data and information gleaned from using The Surface Analyst™ for factory-level measurement of processing comparisons, material comparison, and shelf life understanding.
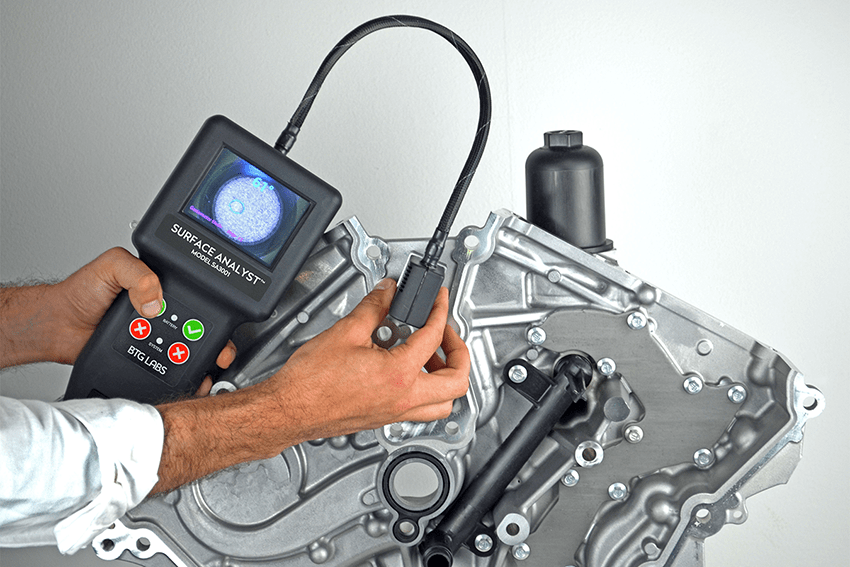
Understanding the Role of the Surface Analyst in Quality Assurance
- Quantitatively correlates to adhesive joint strength, toughness, and failure mode
- High sensitivity to contamination level well below that which affects adhesion joint performance
- Immediate indication of "pass/fail" grade for bonding operations
- Provides detailed information about process drifts due to operators, climate, and materials for QC engineers
Figure 1.
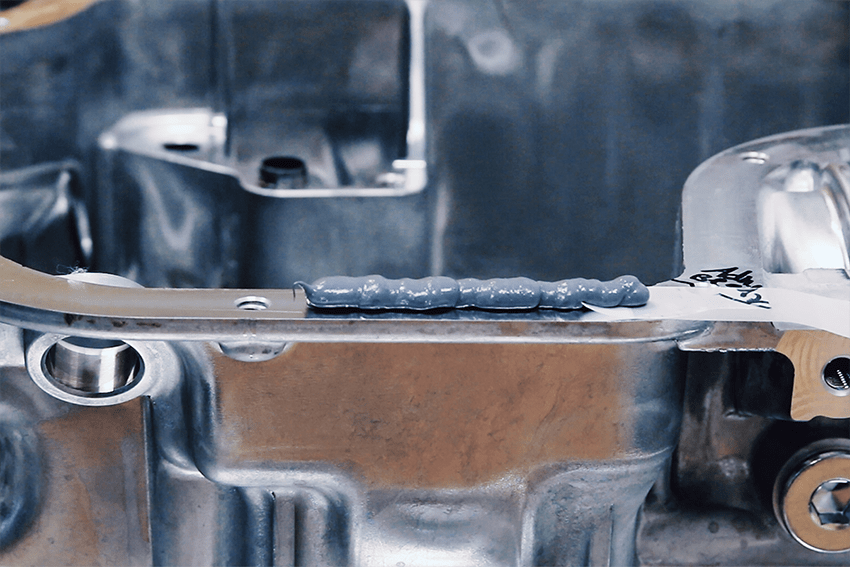
Let us assume for a moment we have to activate a polymer surface for painting. A common processing method for this is flame treatment. Flame treatment deploys a precision torch to impart ionized gas (oxygen and nitrogen primarily) onto a surface. This activates the surface, and the polymer becomes acceptable for a variety of bonding systems. When performing this process, a manufacturer needs to be aware of the optimal parameter for treatment and how that affects the polymeric surface. Speed, distance, and oxygen content can all play a role. Heat is another important parameter. When heating a polymer’s surface, it is possible to over-treat that surface and cause the top few molecular layers to reorient. When a manufacturer wants to design and predict the ability of a system to work well, these parameters all need to be understood.
Figure 2. Shows a shelf life study and material comparison. Brighton Science looked at two different polymer blends pretreatment, post-treatment, and over time after the treatment performed. We found that the two compounds behaved differently, having different initial surface energy values, responding differently to the flame treatment, and exhibiting different Surface Energy Decay curves. By correlating these conditions with adhesion performance, we can come up with our pass/fail limit for surface conditions. In this particular case, it seems that after treatment, the polymer remains stable for a few weeks after treatment given optimum storage conditions.
Figure 2.
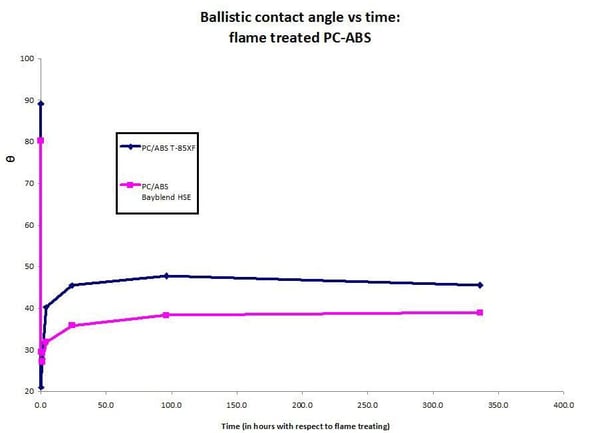
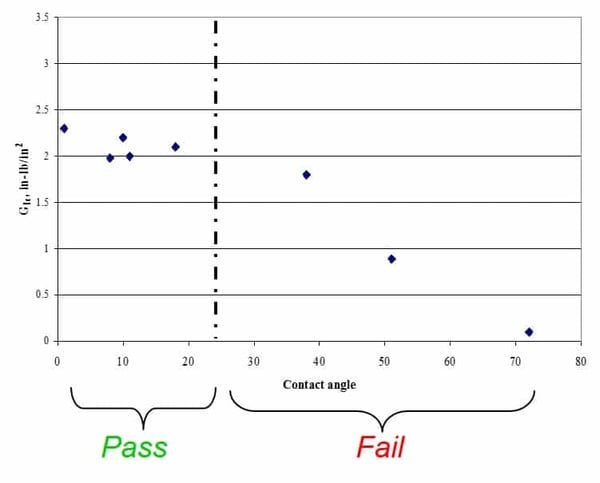
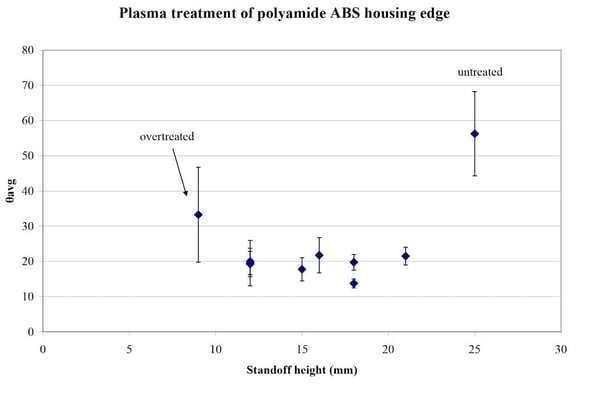
Figure 3. Shows overtreatment due to bringing the heat source too close to the part. It is important to understand the differences between a “non-treated” part, a “treated” part, and an “over-treated” part. Fig. 3 shows this beautifully. Starting at 25mm away from the ABS housing edge, we see contact angles between 60 and 70 degrees with a high degree of variability. As the plasma jet moves closer and closer to the part, the contact angle decreases (because Surface Energy increases), and variability goes down. Once the jet gets about 9mm away from the part, the average skyrockets and the variability goes through the roof. Based on this data, we know the jet must fall between 10mm and 20mm away from the part, and contact angles must read around 20 degrees with a low standard deviation to understand if the part meets requirements.
Figure 3.
As the use of polymers expands in the automotive industry, it is increasingly important to understand and implement processes that confirm these critical surfaces are properly prepared for bonding, coating, sealing, printing, or cleaning. Because of their low surface energies, surface treatment of polymers is even more crucial. The field of surface treatment is vast, yet, with methods such as contact angle measurement implemented by the Surface Analyst, an appropriate process can be achieved for accuracy, precision, and reliability to ensure automotive manufacturers reduce product failure and waste.
To learn how you can control painting and bonding adhesion processes in automotive manufacturing, download the eBook and checklist "Adhesion Failure Root-Cause Analysis for Manufacturers."